30 May 2024
Operational conditions were optimized with respect to the nature and amount of reagents, temperature during the reactive phase, and centrifugation parameters for the separation process. Optimization was carried out directly on primary sedimented sludge to evaluate grease recoverability.
Grease recovery from sludge using the pilot plant was monitored at each operational step through key physicochemical parameters. The recovered grease, the aqueous effluent, and the final residual sludge were all quantified and analyzed by CNR-IRSA.
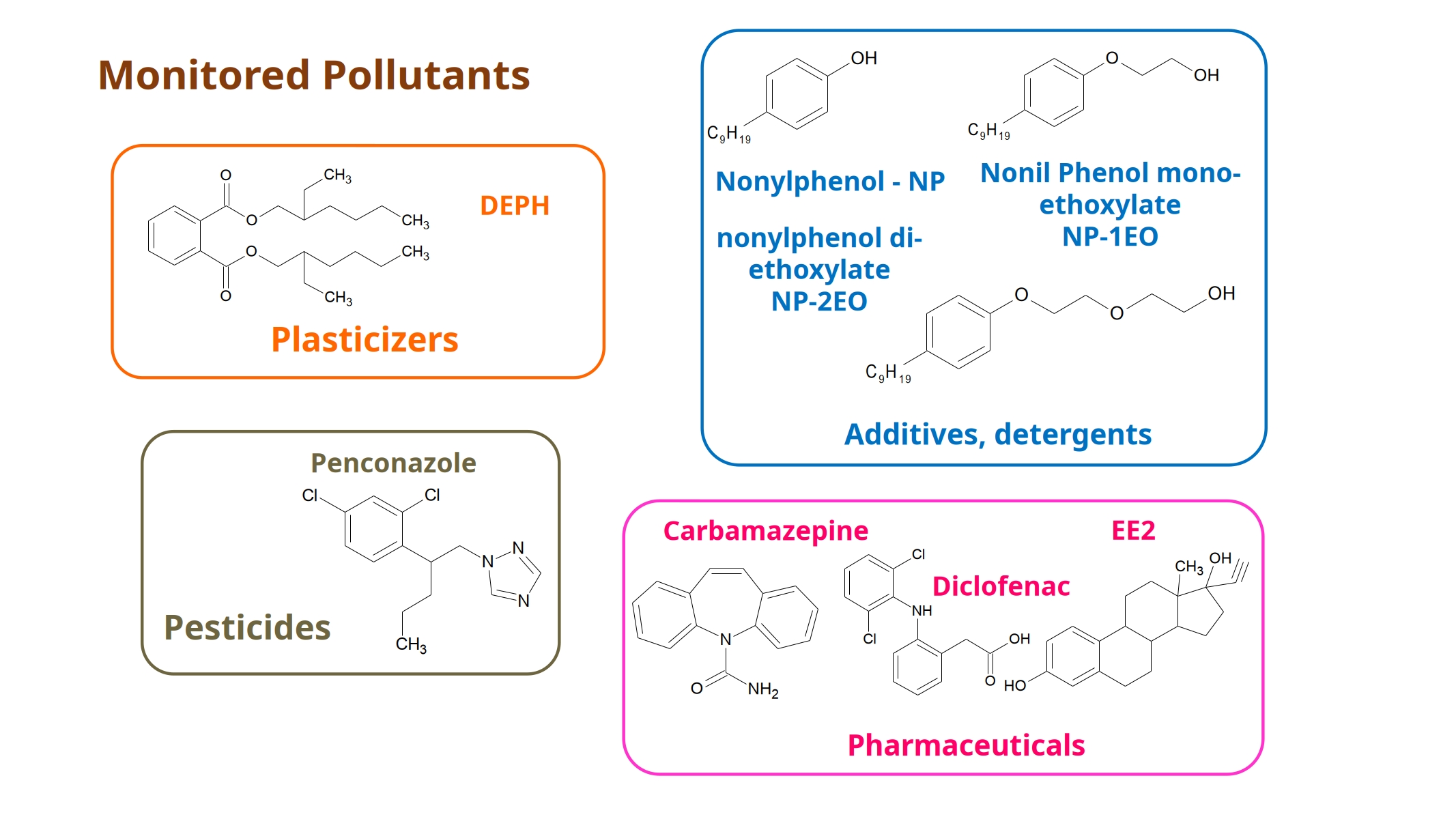
In addition to general chemical characterization (grease, total solids, ash, and cellulose content), particular attention was given to the fate of common and emerging organic pollutants. This detailed definition of the process characteristics will support the evaluation of the project’s actual impacts and objectives.